With the continued growth in demand for high-end tissue paper, tissue products are no longer solely focused on absorbency, but also require higher standards for softness, strength, surface structure, and operational stability. To meet these demands, paper machine technology is constantly being upgraded, and various structured tissue paper processes are being widely adopted. Against this backdrop, the stability and performance boundaries of the Yankee Coating formulation system have been significantly amplified, and PVOH (Polyvinyl Alcohol) is becoming one of the key materials determining coating performance.
1. What New Challenges Does the Upgraded Tissue Paper Processing Present to Yankee Coating?
Traditional dry creping processes have relatively mild requirements for coatings, while the new generation of structured tissue paper processes places more complex demands on coatings during the forming and peeling stages, mainly in three aspects.
First, higher adhesion stability. Under high-speed operating conditions, the residence time of the paper sheet on the Yankee drying cylinder surface is shortened, requiring the coating to form a stable and continuous functional film layer in a shorter time to avoid localized delamination or uneven adhesion.
Second, stronger shear resistance. High linear speeds and more frequent doctor blade action expose coating materials to a prolonged high-shear environment, making low-molecular-weight or structurally unstable PVOH prone to performance degradation.
Thirdly, the operating window narrows. High-end paper machines are more sensitive to coating dosage, concentration, and viscosity control; fluctuations can easily affect paper web peeling, energy consumption, and paper quality.
These changes mean that the molecular structure of PVOH is no longer merely a matter of "usability," but has become a core variable for system stability.

2. How PVOH Molecular Weight and Viscosity Affect Coating Film Formation and Peeling Performance
PVOH is essentially a linear polymer, and its molecular weight directly determines solution viscosity, film strength, and cohesiveness. In Yankee Coating applications, high-molecular-weight PVOH often exhibits the following advantages:
First, better film continuity. Enhanced entanglement between polymer chains makes it easier for the coating to form a uniform, dense film on the drying cylinder surface, reducing microcracks and localized defects.
Second, a more controllable balance between adhesion and release. Appropriately increasing the molecular weight and system viscosity can improve wrinkling structure by ensuring stable paper adhesion and enabling predictable peeling behavior through the doctor blade.
Third, it offers stronger resistance to dilution and shearing. In actual operation, the coating is affected by multiple factors such as moisture, temperature, and mechanical shearing; the performance degradation rate of high molecular weight PVOH is significantly slower.
It is important to note that higher molecular weight is not always better. Excessively high viscosity may lead to difficulties in dissolution, increased pumping pressure, and slower system response; therefore, a balanced design must be implemented based on equipment conditions.
3. The Practical Value of High-Viscosity PVOH in High-End Tissue Paper
From operational practice, high-viscosity, high-molecular-weight PVOH demonstrates three main values in the production of high-end tissue paper.
First, it improves the stability of paper machine operation. A stable coating film reduces the need for frequent adjustments to the formulation and doctor blade pressure, facilitating long-term continuous operation.
Second, it reduces unit consumption. Due to higher film-forming efficiency, the coating amount can be appropriately reduced to achieve the same adhesion effect, thereby reducing overall chemical consumption.
Third, it improves paper consistency. Reduced coating performance fluctuations result in more stable feel, strength, and surface structure of the finished paper, mitigating batch-to-batch variation risks.
For high-end tissue paper production lines, PVOH is no longer merely an auxiliary chemical, but a key material affecting product quality and operational efficiency.
4. Technological Innovation of Kuraray Poval 200-88 KX
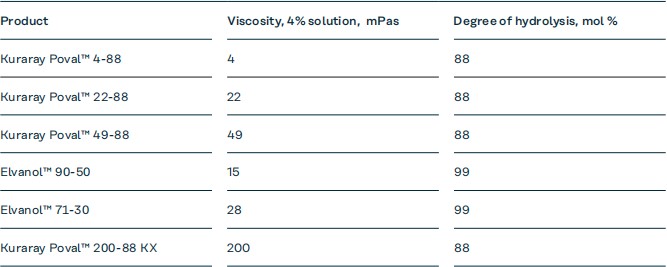
The unique feature of Kuraray Poval 200-88 KX lies in its branched structure. Ordinary PVOH is mostly a linear polymer, and its increased viscosity often leads to decreased operability. However, 200-88 KX boasts a viscosity of 200 mPa·s at a 4% concentration, far exceeding traditional models (such as Kuraray Poval 22-88 22 mPa·s).
This high molecular weight and unique branched design deliver significant performance advantages:
Wider operating window: Adapts to variations in temperature and humidity.
Excellent shear-thinning behavior: Maintains good flowability during high-speed spraying, yet rapidly forms a film upon contact with the drying cylinder.
Increased productivity: Improved paper gripping on the Yankee cylinder significantly enhanced the paper machine's performance and reduced paper breakage.
Website: www.elephchem.com
Whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com


")
")